
VIP член

Безпрограмен робот за заваряване на стоманени конструкции
1.1 Общ преглед на функциите Системата е самостоятелно разработена система, чиято основна функция е чрез дълбока интеграция на процеса на заваряване,
Данни за продукта
1.1 Общ преглед на функциите
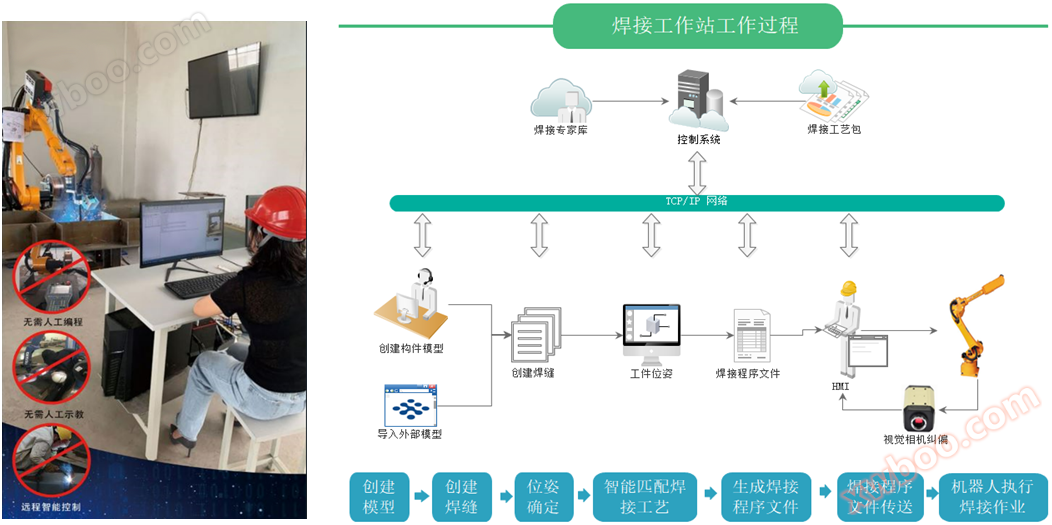
Системата е самостоятелно разработена система, чиято основна функция е чрез дълбока интеграция на процеса на заваряване, повторно въвеждане на триизмерен модел, чрез визуална система за определяне на местоположението на целия компонентен заваръчни швове, въз основа на фактическия контур на местоположението в модела, автоматично генериране на заваръчна процедура.
Софтуерът е разположен в В компютърните системи компютърната система може да бъде разположена навсякъде, а дистанционното управление чрез протокола TCP/IP е възможно, т.е. заваряване директно с полево оборудване в офиса.
1.1.1 Системата е в състояние да изпълнява две смяна на ден (Всяка класа8 часа) нормална работа и поддържане на стабилна точност;
1.1.2 чертежите на проектирането на работната станция след многократно доказване и симулиране на дизайна, конструкционната сила на отделните компоненти е надеждна, монтажът и поддръжката са лесни, при условие, че функцията е гарантирана, за да се гарантира красотата на външния вид;
1.1.3 всички външни части на оборудването на работната станция се предоставят на известни производители в индустрията, качеството на всички обработени части преминава през строг контрол, издръжливост, превъзходна производителност и гладко движение;
1.1.4Частите и приборите на оборудването на работните станции и цялата информация за чертежите са единици за измерване, използвани в националните маркировки (GB)стандарти; Проектирането, производството и използваните материали на всички прибори и компоненти трябва да съответстват наISOиIECЦелтастандарти или други еквивалентни стандарти;
1.1.5 компонентите на работната станция се произвеждат с висококачествени материали, избраните механични и електрически компоненти са висококачествени и надеждни продукти;
1.1.6 Предният край на робота има антисблъсъчен сензор, който може да защити своевременно спирането на работа при сблъсък, а в същото време може да конфигурира автоматична система за изчистване на пистолета и автоматична система за отстраняване на прах според изискванията;
1.1.7 Интелигентни заваръчни функции като визуално взаимодействие на работната станция, триизмерно цифрово задвижване, интелигентно планиране на заваръчния път, визуално сканиране на коригиращия път, съвпадащи параметри и автоматично създаване на заваръчна програма от технологичната библиотека.
1.1 Видове структури и препоръчителни начини на работа на системата
1.1.1 H тип стоманен кран греда, арматура плоча структура основна греда използва H тип стоманен машина един клик стартиране метод за работа, изключително малко ръчна намеса, най-висока ефективност на работата, операторът може да работи с няколко машини;
1.1.2 стоманените стълби тип H, гредите на покрива, вътрешните укрепващи плочи на корпусната структура и основните заваръчни швове и други типове структури, използващи визуално взаимодействие между човека и машината, за да работят, операторът може да работи с няколко машини;
1.1.3 мостови плочи, големи кутии и други структури, поради по-дълги заварки, малък брой видове заварки, използване на модел за заваряване, малка ръчна намеса, висока ефективност на заваряване, операторът може да работи с няколко машини;
1.1.4 Ко Титан интелигентна система е комплект от системи, системата поддържа различните начини на работа по-горе, в съответствие с действителните нужди за използване на избора на подходящи модули за работа, подобряване на производителността.
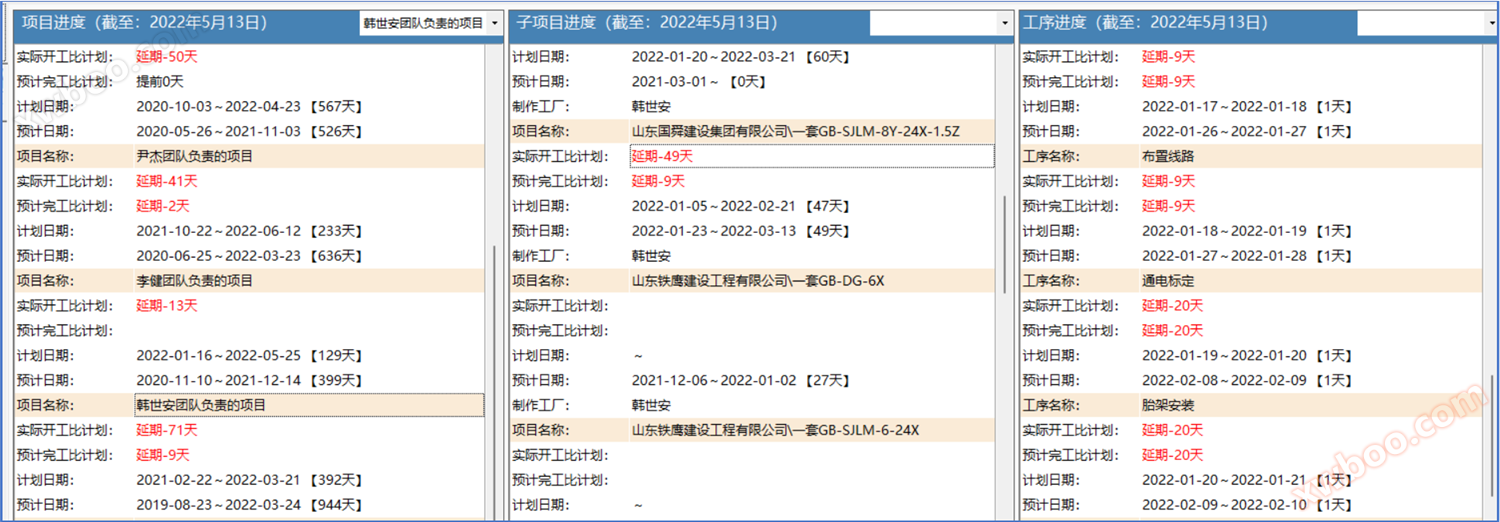
Система MES
1.5 Характеристики на системата:
а) Споделяне на данни от фабрични модели въз основа на интернет технологии.
б) Процесиално управление на производството, което включва всяка част от производствения процес в процеса на управление
в) Интегриране и подобряване на цялостната ефективност на работата на проекта в реално време, динамично и реално, за да се постигне пълно участие в управлението
d) Процесът, отделът, групата и разрешенията могат да бъдат напълно персонализирани
д) Информация за потока на процеса в реално време
f) Планиране на автоматично организиране според производствения ритъм
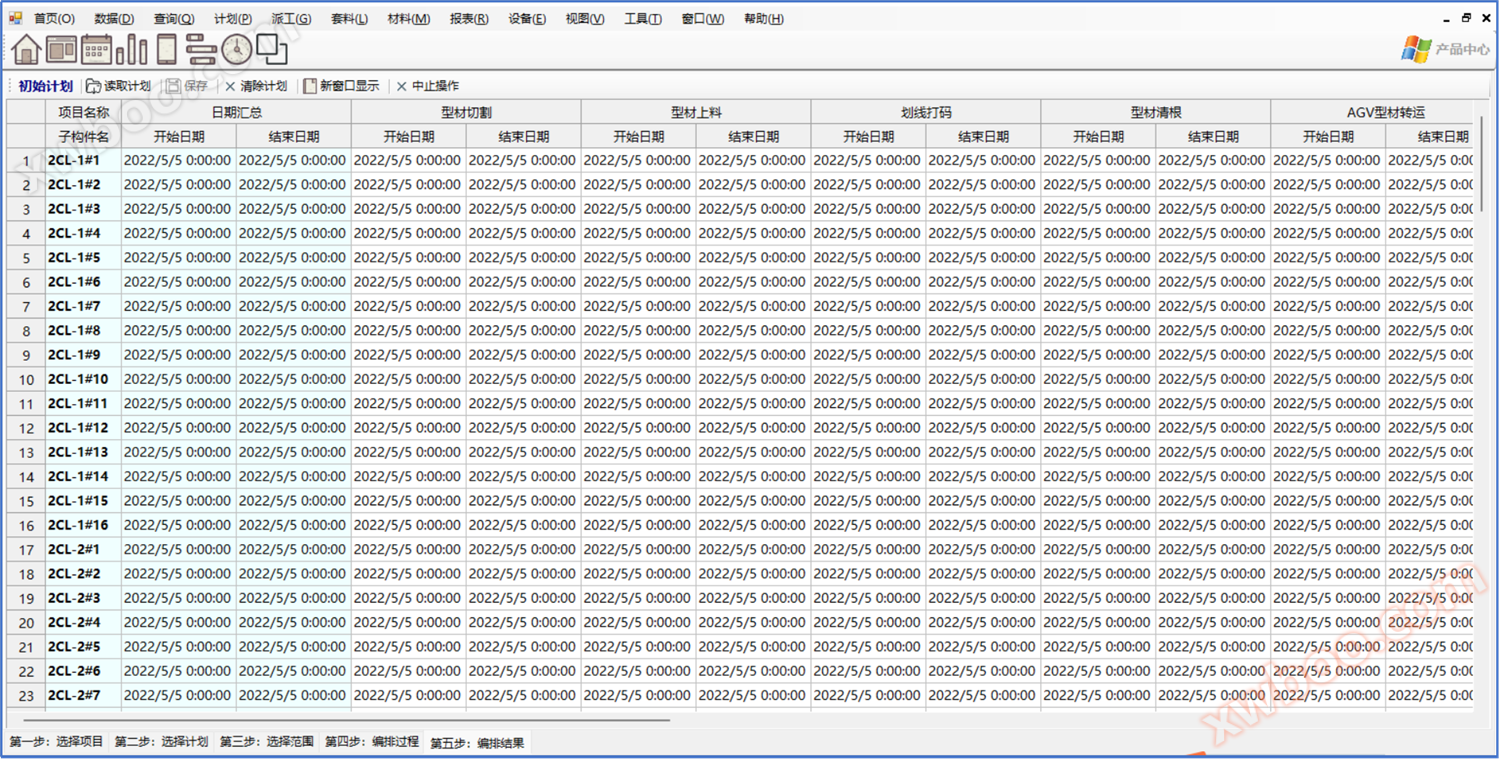
1.1.6 Модул за планиране: Преди началото на изпълнението на производствената задача, MES генерира ежедневни работни планове за всяка станция и комплектуващи компоненти в съответствие с изискванията на проекта и автоматичното планиране на производствените ритми на отделните работилници и работни станции.
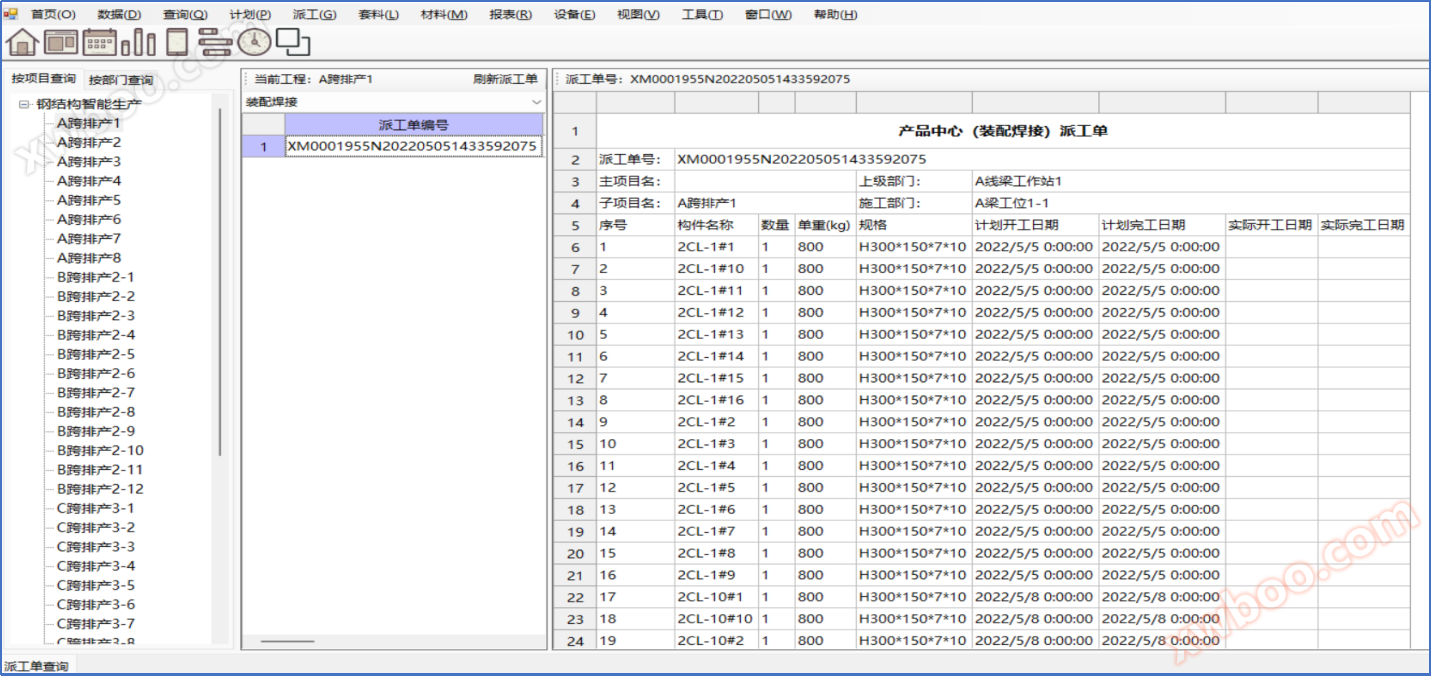
Модул за разпределяне: генерира специфични работни задачи в зависимост от изискванията на проекта и автоматичното планиране на производствените ритми на отделните работилници и работни станции.
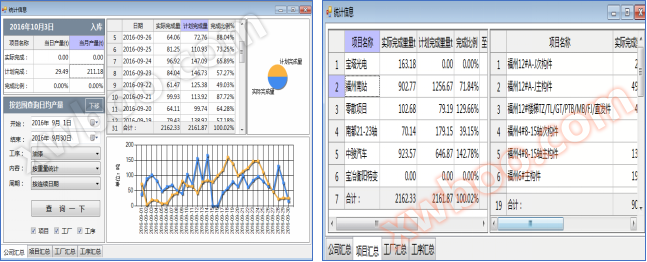
Статистически модул: Можете да проверите общите данни на компанията, данните за статистиката на проекта, данните за фабриката, данните за процеса.
2. Програма на проекта
2.1 Видове продукти
1.1 Размери на структурата
|
Сериен номер |
Продукти |
Височина |
Ширина |
Дължина (двойна) |
|
1 |
стомана тип H |
Височина на крилата≤0.8m |
≤1.2m |
≤12m |
|
2 |
Други продукти |
Височина на стената≤0.5m |
≤1.2m |
≤12m |
2.1.2 Снимки на типични потребителски продукти


2.1 Глобална схема
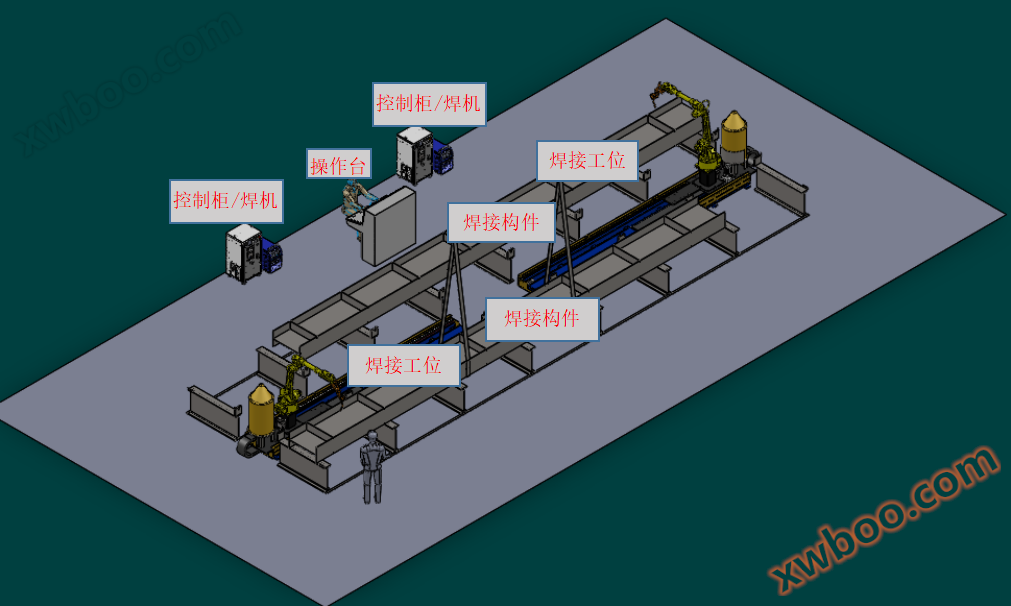
Разположение на фасада
Работни потоци (моделно управлявани)
2.2.1 Изкуствено или конвейерно превозване на заваряемите компоненти на работна маса, близо до позиционирането на точката P
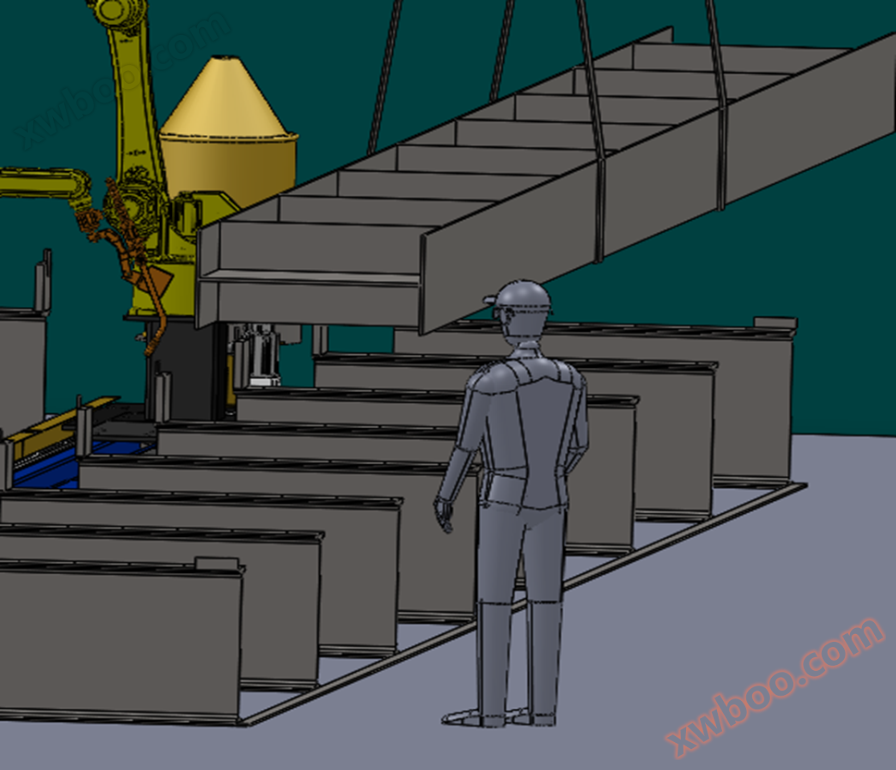
2.2.2 (едновременно или предварително) операторът завърта модела последователно и създава възли в зависимост от номера на компонента и начина, по който компонентът е разположен
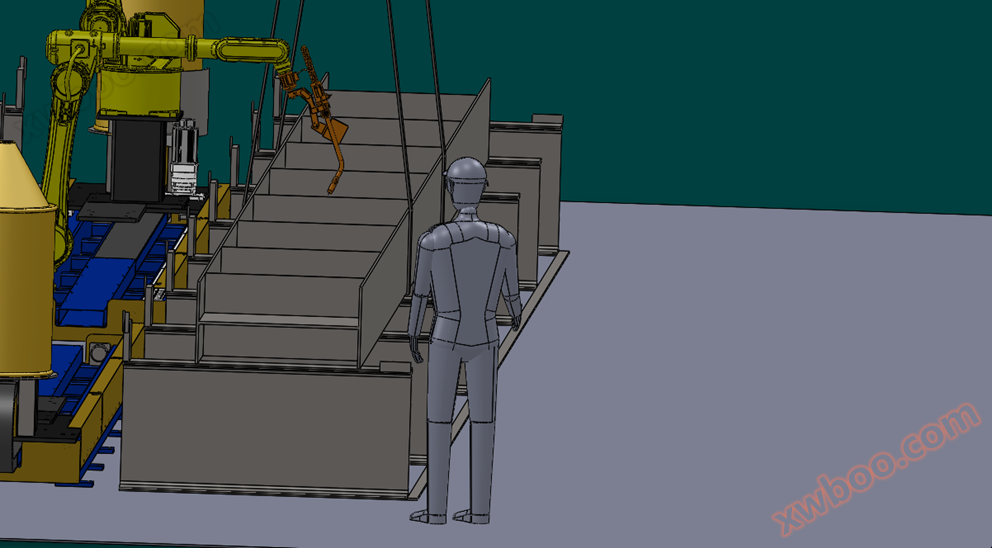
2.2.3 Ако отклонението е твърде голямо, първо използвайте камерата за разпознаване на компонента за позициониране на точката P
2.2.4Ако местоположението е близо, операторът зарежда модела директно, за да започне сканирането (в този случай операторът може да повдигне друг компонент към втория комплект от стойки за оборудване или друга станция на това оборудване, за да извърши горепосочената операция)
2.2.5След завършване на сканирането системата стартира заваряване
2.2.6Целият компонент заварява и транспортира компонента до следващата работна станция.
2.2.7Операторът може да управлява множество устройства
2.2.8Ако няма модел на компонент, може да се използва визуален интерактивен начин за управление на заваряване на оборудването, след като компонентът е поставен на стойката, операторът използва камерата за снимка на необходимите части за заваряване, съвпадане с процеса и стартиране на сканирането на заваряването. Операторът има по-голямо натоварване по отношение на модела.
Онлайн запитване
-
Контакти
-
Компания
-
Телефон
-
Имейл
-
WeChat
-
Код за проверка
-
Съдържание на съобщението
-